[Аргонная сварка] — один из наиболее востребованных видов современной сварки. Чаще всего, данную технологию используют применительно к алюминию, а также изделий из него.
Оптимальным методом, таким образом, аргонная сварка считается именно для алюминия. Общеизвестно, что вышеуказанный материал довольно капризен и во время контакта с кислородом, и при нагревании.
В последнем случае — его поверхность склонна покрываться тоненькой пленкой. Нюанс в том, что аргон характеризуется такими свойствами (химическими), которые практически исключают контакт с частичками кислорода нагретого металла.
Это возможно благодаря оттеснению аргоном своим давлением кислорода.
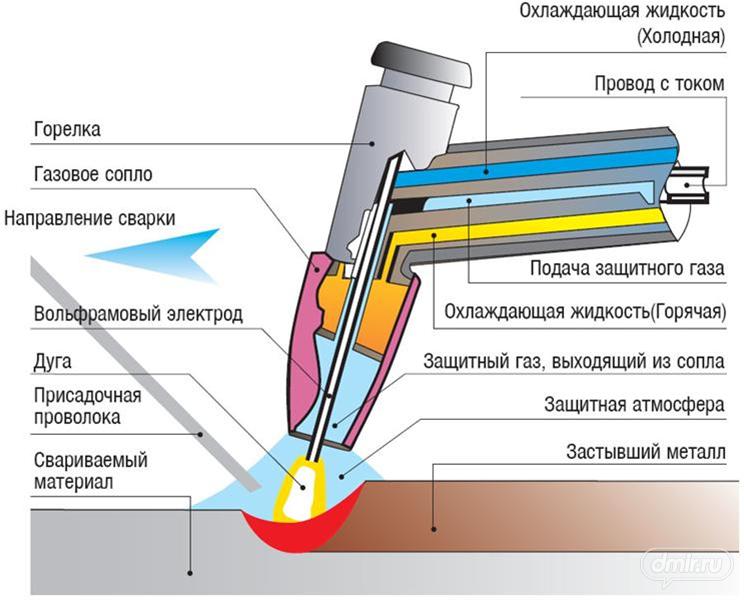
Схема аргонной сварки
Кроме этого, методику аргонодуговой сварки применяют и при сваривании иных металлов: чугуна и титана, стали и меди, а также некоторых иных, включая серебро, золото и т.д.
Популярность, которой пользуется сегодня аргонодуговая сварка, легко объяснима:
- Во-первых, это высокое качество.
- Во-вторых, немалая долговечность.
- Третий безусловный плюс — доступность аппаратов для проведения сварочных работ.
Уточним, во время работы с надежным оборудованием, шов получается фактически невидимым.
Данная особенность собственно и играет немаловажную роль не только для внешнего вида получаемого изделия, но, в первую очередь, для его прочности.
Аргонная сварка незаменима тогда, когда необходимо сварить трудно соединяемые металлы.
Ценность подобной методики, прежде всего, в опыте и качестве, а также в экономии. Причем последнее возможно в самых разных сферах. Экономятся не только деньги, но и усилия, а также нервы, что согласитесь также очень важно.
Содержание:
Технология аргонной сварки
В быту аргонную сварку мы чаще всего можем встретить при ремонте дисков любимой ласточки.
Аргонная сварка дисков, при устранении небольших трещин на данной детали, является попросту — незаменимой (безусловно, выполненная на профессиональном оснащении при применении инновационных высококачественных материалов).
Технология аргонной сварки не имеет практически ничего общего с таким устройством как паяльник. Основной элемент горелки — вольфрамовый электрод. Поясним, вольфрам является исключительно тугоплавким металлом.
Плавление его начинается при 3410°С, а кипение — при 5900°С. Уникальность данного металла в том, что даже раскаленный докрасна, он также тверд. Во время сварки вольфрама требуется ничтожно малое количество (на 1 метр сварного шва — сотые доли грамма).
Если рассматривать в данном аспекте вольфрамовые электроды, которые легированы оксидами редкоземельных элементов, то они отличаются еще большей стойкостью.
Сегодня, рынок предлагает электроды из вольфрама, обладающие широчайшим диапазоном химсостава.
К примеру, не секрет, что в чистый вольфрам с целью улучшения сварочно-технологических и сварочных характеристик добавляют разные окислы редкоземельных металлов.
Видео:
Уточним, что первые попытки сварить алюминий без участия аргона, заканчивались тем, что металл начинал гореть, покрывался окислением, а электродуга немедленно прерывалась.
Чего же смогли добиться изобретатели, и что представляет аргонная сварка алюминия на сегодняшний день?
Упрощенно процесс выглядит таким образом. Сначала на деталь посредством спецоборудования (сварочного аппарата) подают «массу», так же как и при обычной электросварке.
Аргонодуговая сварка неплавящимся электродом происходит следующим способом: «масса» подается на свариваемую деталь подобно обычной электросварке.
Сварщик, если подразумевается ручная аргонодуговая сварка, в правой руке держит горелку, а в левой — проволоку (присадку).
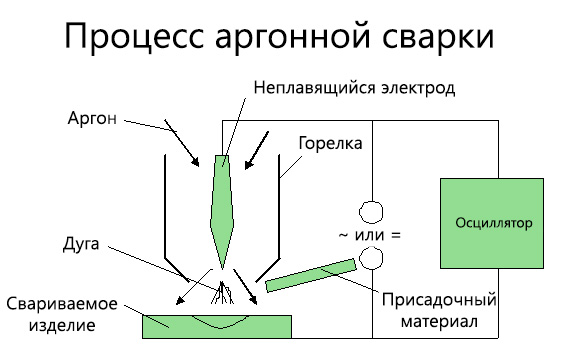
Процесс аргонной сварки — схема
При сварке алюминия, естественно, берется алюминиевый аналог или же специальные сплавы. Включается горелка нажатием кнопки, далее подается ток и газ.
Меж кончиком электрода (неплавящегося) и деталью возникает электродуга. Она и исполняет роль основного инструмента, и деталь плавит, и присадочную проволоку.
Собственно она оплавляет и край необходимой детали, и присадочную проволоку, тем самым, формируя сварочный шов. По сути, после окончания работы 2 половины детали превращаются в одно целое.
Как работает аргонная сварка понятно и, на первый взгляд, в ней нет ничего сложного. Технология давно взята на поток, а эффективность ее давно доказана. Но это лишь на первый взгляд.
Проведение аргонной сварки требует опытного сварщика и надежного аппарата, как с хорошей производительностью, так и с превосходными характеристиками.
Времени для того, чтобы набить руку в данном деле потребуется также немало.
При сварке в защитных газах плавлением в роли основного инструмента применяют мощную электрическую дугу.
Электроэнергия в дуге преобразуется в тепловую. В атмосферных условиях зона сварки обязана быть надежно защищенной от насыщения металла шва азотом и кислородом воздуха.
Видео-урок:
Заполнение зазора между объединяемыми кромками (при разделке кромок) в зону плавления осуществляет присадка для аргонной сварки либо электродная проволока.
Принцип работы аргонной сварки неплавящимся вольфрамовым электродом в защитном газе.
Именно он не дает алюминию гореть. Место сварки и защищает аргон.
Аргонная сварка является гибридом электро- и [газовой сварки]. От первой она получила электродугу, а от газовой – схожую методику работы сварщика.
Далее рассмотрим, какое же оборудование и сварочные аппараты предполагает гост аргонодуговой сварки.
Оборудование и сварочные аппараты
ГОСТ под номером 5.917-71 предполагает выпуск для аргонной сварки неплавящимся электродом промышленностью горелок вида РГА-150 с массой в 0,35 кг на наибольший сварочный ток 200А с естественным охлаждением для аналогов с Ш 0,8-3,0 мм.
Он же предполагает выпуск горелок РГА-400 на наибольший сварочный ток 500А с массой в 0,625 кг с водяным охлаждением для электродов с Ш в 4,0—6,0 мм. Имеются требования и по поводу керамических сопел для подобной сварки.
Напомним, керамическое сопло для аргонодуговой сварки представляет собой, так называемую расходуемую часть горелки, отвечающую за качество процесса газовой защиты (местной).
По форме различают такие разновидности сопел, как цилиндрические, конические, а также профилированные. Не секрет, что чем больше керамическое сопло, тем наилучшую защиту оно способно обеспечить.
Обычно при работе в помещении используют цилиндрические либо конические аналоги, а вот при работе на открытом воздухе применяют профилированные либо цилиндрические модели сопел с более крупным диаметром отверстия (выходного).
Отметим, что сопла удлиненные применяют, как правило, в труднодоступных местах.
Виды оборудования
Уточним, аргонную сварку, в зависимости от уровня механизации, подразделяют на несколько видов:
- ручную;
- механизированную;
- автоматизированную;
- роботизированную.
Соответственно разным будет и оборудование для аргонной сварки и, конечно, стоимость аргонной сварки.
[Разновидности оборудования по видам:]
При ручной сварке, и перемещается горелка для аргонодуговой сварки, и подается сварочная проволока самим сварщиком, а сварные работы осуществляют, применяя вольфрамовые электроды (неплавящиеся).
При механизированном виде горелку держит сварщик, а вот проволоку — присадочные прутки для аргонодуговой сварки подают уже механизировано.
При автоматизированном виде, и перемещение горелки, и подача проволоки полностью механизирована. Здесь уже присутствует не сварщик, а оператор.
Последний не нужен, если применяется роботизированное оборудование для аргонодуговой сварки
Сварочные аппараты
Рассмотрим оборудование, а точнее сварочные аппараты для аргонодуговой сварки, которые используются при выполнении работ в инертных газах.
Их подразделяют на:
- специальное;
- универсальное;
- специализированное оснащение.
Если рассматривать универсальный сварочный аппарат для аргонной сварки, то он выпускается серийно и наиболее востребован потребителями.

Инверторный сварочный аппарат для аргонной сварки
Подобную сварку в большинстве случаев выполняют в производственных условиях на специально оснащенных рабочих местах, именуемых «сварочными постами».
Установки с применением вольфрамового неплавящегося электрода в среде аргона оборудуют такими элементами:
- источником тока — постоянного/переменного;
- горелкой либо комплектом последних, предназначенных для работы с разными токами;
- устройством, которое обеспечивает начальное возбуждение дуги либо стабилизирующим дугу тока (переменного);
- аппаратурой, управляющей сварочным циклом, а также его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.
На сегодня, известны и новые методы аргонной сварки, которые создавались с целью расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений, а также для улучшения провара.
Инновационными считаются нынче работы пульсирующим током. При импульсе тока металл расплавляется, во время паузы кристаллизуясь.
Дуга с постоянной скоростью либо шагами перемещается, и эти перемещения синхронизируются с импульсами тока (сварочного).
Вместе с этим обеспечивается и действенное проплавление во всех без исключения положениях (пространственных), нечувствительность к небольшим недочетам, которые допустимы при сборке.
Такое снижение тока не допускает перегрева металла, и потому деформации в итоге практически исключаются.
Используется и подогрев проволоки (присадочной). Уточним, данная методика значимо влияет на производительность и потому купить аппарат аргонной сварки, использующий подобное усовершенствование — мечта многих.
Довольно эффективным способом получения швов без подреза при высоких скоростях сварки металла считают одновременное применение сразу нескольких электродов из вольфрама.
Ничего особенного для осуществления данных разновидностей процесса не нужно. Требуется всего лишь стандартное оборудование для аргонной сварки и так называемые дополнительные блоки.
Видео:
Отметим, что цена аппарата аргонной сварки относительно невелика, в отличие от услуг профессиональных сварщиков-аргонщиков.
Потому применение подобного инвертора — оптимальный вариант, т.к. разобраться с его принципом работы может и начинающий сварщик, а при необходимости часто проводить сварочные работы подобного типа гораздо выгоднее освоить все премудрости данного процесса своими силами.
Делаем своими руками
Чуть выше мы выяснили, что аргонная сварка своими руками – это выгодно и вполне возможно. Рассмотрим, что же представляет собой схема аргонной сварки своими руками.
Если приобретен инверторный сварочный аппарат либо трансформаторный аналог для аргонной сварки, то составить полный комплект можно посредством:
- горелки;
- баллона с аргоном;
- редуктора и клапана газа;
- сварочной маски.
[Аргонная сварка] своими силами предполагает, и знание основных правил, которые необходимо соблюдать при использовании инертного газа — аргона.
При применении неплавящегося электрода, его нужно держать по возможности ближе к поверхности конструкции, которая варится. Это позволяет получать дугу с минимальными параметрами.
Помните, что увеличение дуги, как правило, приводит к снижению глубины проплава и соответственно росту ширины шва. В свою очередь это приводит к значительному снижению качества соединений (сварных).
Выполняя аргонную сварку, нужно постараться совершить всего лишь одно единственное движение вдоль шва. Перпендикулярные шву перемещения в данном случае крайне нежелательны.
Если все выполняется верно, то в итоге получаем и эстетичное, и прочное соединение. В этом, собственно и кроется качественное отличие данной технологии от сварки электродами покрытыми.
Видео:
Желательна плавная подача проволоки, в первую очередь, для того, чтобы избежать разбрызгивания металла.
Проволоку при работе с вольфрамовым электродом подают впереди горелки. Напомним, поперечные колебания не допустимы.
Заварку кратера при окончании работы производят при понижении силы тока посредством реостата. Не допустимо завершать процесс сварки обрывом дуги, попросту отводя горелку.
Такой прием снизит защиту шва. Подача газа может быть прекращена лишь через 10 секунд после завершения сварочных работ.
Если говорить о начале подаче газа, то временной период составляет, как минимум 20 секунд до начала выполнения работ.
Следует помнить и о том, что перед началом работ, все поверхности свариваемых конструкций обязательно очищают и от жира, и от грязи посредством механических (химических) методов, а также проводят обезжиривание.
Цены на услуги и оборудование
Услуги аргонной сварки (профессиональные) сегодня совсем не дешевы. Что говорить, если цена за сантиметр аргонной сварки колеблется в диапазоне от 25 и до 100 рублей (все зависит от мастерства сварщика, качества оборудования и нюансов предполагаемой работы).
Потому, такое решение, как купить аргонную сварку — вполне объяснимо. Тем паче, если человек настроен решительно и многое в этой жизни делает собственными руками…
Цена аргонной сварки, само собой, зависит от того, по какой именно технологии она будет производиться, и какому именно мастеру вы доверите, несомненно, ответственное мероприятие.
Так, к примеру, для того чтобы максимально удешевить данный процесс наиболее рациональным решением будет купить аргонную сварку для алюминия.
Хотя, справедливости ради, стоит заметить, что с экономической точки зрения подобный выбор оправдан лишь в одном случае — если необходимость производить сварку у вас возникает действительно часто.
В противном случае цена аргонодуговой сварки для вас более доступной будет (при единоразовой необходимости), если вы поручите ее профессионалу.




